-
В России с 1 декабря 2023 вводится запрет на регистрацию в рунете с иностранного емейла.
В связи с этим, на нашем форуме можно зарегистрироваться только с mail.ru, yandex или rambler. Если есть проблемы с регистрацией - пишите администрации. -

-

Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Хромирование
- Автор темы temkiii
- Дата начала
romach081
Завсегдатай
- Регистрация
- 31 Июл 2007
- Сообщения
- 833
- Реакции
- 1,671
- Баллы
- 295
Если есть знакомые с завода ДМЗ в Долгопрудном! То там ребята под шумок этим промышляют. Я хромировал накладки на фары, отдал 150р. два года назад!!!:dance2: Или иши чтото подобное!
avtogaz3110
Постоялец
- Регистрация
- 8 Июл 2007
- Сообщения
- 104
- Реакции
- 53
- Баллы
- 155
Были-бы Вы в Петербурге - можно было-бы и посеребрить за недорого , у нас ювелирный завод "Русские самоцветы" этим занимается легально (т.е. посеребрят или позолотят что угодно ") )
)
)LeoN
Общительный
- Регистрация
- 28 Июн 2007
- Сообщения
- 15
- Реакции
- 1
- Баллы
- 95
Я тож думал на счёт клапонной крышки, сначала надо краску снять радную потом резиновым кругом обрабатывать до такой степени что пока она зеркальной не станет а потом тока никель хром ложить можно иначе всё напрасно(вот я и думаю что делать) а это мне на заводе КТЗ посаветовали где турбины к подводным лодкам делают
Блин сам мечтаю захромировать всё,пока самому не представляется возможным. Процесс сложновастенький и вредный. Выход найти на каком-нибудь заводе хромирование.Но для хромирования надо подготовить поверхность очень хорошо.Чуть ли не отполировать.Слой хрома неочень толстый и чтобы как можно меньше были видны неровности неидеальной поверхности метвлла.
Последнее редактирование:
BATok
Завсегдатай
- Регистрация
- 25 Фев 2007
- Сообщения
- 933
- Реакции
- 471
- Баллы
- 225
А вот у меня есть статья как обмедьняют, но я ее ни кому не дам))) шучу конечно же.
А вот у меня есть статья как обмедьняют, но я ее ни кому не дам))) шучу конечно же.
а у меня есть ссылочка на сайт где всё описано, но я её дам, шучу, не дам никогда. http://www.anytech.narod.ru/
BATok
Завсегдатай
- Регистрация
- 25 Фев 2007
- Сообщения
- 933
- Реакции
- 471
- Баллы
- 225
Да я же пошутил... Как время будет обязательно выложу...
TATONKA
Заблокирован
- Регистрация
- 8 Май 2007
- Сообщения
- 131
- Реакции
- 35
- Баллы
- 140
Если вы планируете написать этому пользователю, то рекомендуем этого не делать до окончания блокировки.
Сегодня Я добрый и поэтому не буду никого оскорблять .
Короче , идите вы все по этой ссылке и будет вам счастье в виде отхромированной сверху донизу Волжаны :
_http://www.yandex.ru/yandsearch?stype=www&nl=0&text=%F5%F0%EE%EC%E8%F0%EE%E2%E0%ED%E8%E5+%E8%E7%E4%E5%EB%E8%E9+%E8%E7+%EC%E5%F2%E0%EB%EB%E0
Короче , идите вы все по этой ссылке и будет вам счастье в виде отхромированной сверху донизу Волжаны :
_http://www.yandex.ru/yandsearch?stype=www&nl=0&text=%F5%F0%EE%EC%E8%F0%EE%E2%E0%ED%E8%E5+%E8%E7%E4%E5%EB%E8%E9+%E8%E7+%EC%E5%F2%E0%EB%EB%E0
BATok
Завсегдатай
- Регистрация
- 25 Фев 2007
- Сообщения
- 933
- Реакции
- 471
- Баллы
- 225
Простейшая гальваническая ванна...
ДЛЯ ГАРАЖА
... для электрохимического окрашивания металлических деталей в любой цвет
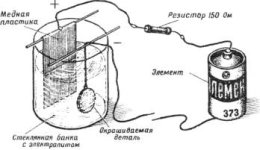
Для электрохимического окрашивания деталей из стали, латуни или меди необходимо собрать гальваническую ванну и электрическую схему, как показано на рис.
Электрод, подключенный к плюсовому зажиму элемента, делают из листовой меди. Минус элемента подключают к окрашиваемой детали. Необходимо следить за тем, чтобы детали не касались медной пластинки. В банку заливают специальный электролит и замыкают электрическую цепь. Через 2—3 мин начнется окрашивание. Вначале деталь станет коричневой, потом фиолетовой и т. д.
Все будет зависеть от времени:
2 мин коричневый цвет
3 мин фиолетовый
3—5 мин синий
5—6 мин голубой
8—12 мин желтый
12—13 мин оранжевый
13—15 мин красный
17—21 мин зеленый цвет
Приготовляют электролит следующим образом. В раствор медного купороса объемом 200—300 мл добавляют 90 г сахара и тщательно размешивают. Отдельно в 250 мл воды растворяют 45 г едкого натра и к нему небольшими порциями, постоянно помешивая, приливают раствор медного купороса с сахаром. Затем добавляют воду, чтобы получился 1 л раствора.
При работе с едким натром необходимо соблюдать осторожность! Чтобы цвета были более контрастными, в готовый электролит добавляют 20 г безводной соли углекислого натрия. После окрашивания деталь промывают водой, сушат и покрывают бесцветным -лаком.
На 1 л электролита требуется:
Медного купороса 60 г
Сахара рафинада 90 г
Едкого натра 45 г
ДЛЯ ГАРАЖА
... для электрохимического окрашивания металлических деталей в любой цвет
Для электрохимического окрашивания деталей из стали, латуни или меди необходимо собрать гальваническую ванну и электрическую схему, как показано на рис.
Электрод, подключенный к плюсовому зажиму элемента, делают из листовой меди. Минус элемента подключают к окрашиваемой детали. Необходимо следить за тем, чтобы детали не касались медной пластинки. В банку заливают специальный электролит и замыкают электрическую цепь. Через 2—3 мин начнется окрашивание. Вначале деталь станет коричневой, потом фиолетовой и т. д.
Все будет зависеть от времени:
2 мин коричневый цвет
3 мин фиолетовый
3—5 мин синий
5—6 мин голубой
8—12 мин желтый
12—13 мин оранжевый
13—15 мин красный
17—21 мин зеленый цвет
Приготовляют электролит следующим образом. В раствор медного купороса объемом 200—300 мл добавляют 90 г сахара и тщательно размешивают. Отдельно в 250 мл воды растворяют 45 г едкого натра и к нему небольшими порциями, постоянно помешивая, приливают раствор медного купороса с сахаром. Затем добавляют воду, чтобы получился 1 л раствора.
При работе с едким натром необходимо соблюдать осторожность! Чтобы цвета были более контрастными, в готовый электролит добавляют 20 г безводной соли углекислого натрия. После окрашивания деталь промывают водой, сушат и покрывают бесцветным -лаком.
На 1 л электролита требуется:
Медного купороса 60 г
Сахара рафинада 90 г
Едкого натра 45 г
Вложения
TATONKA
Заблокирован
- Регистрация
- 8 Май 2007
- Сообщения
- 131
- Реакции
- 35
- Баллы
- 140
Если вы планируете написать этому пользователю, то рекомендуем этого не делать до окончания блокировки.
После окрашивания деталь промывают водой, сушат и покрывают бесцветным -лаком.
Может проще будет просто покрасить ?
какой смысл затевать весь этот гимор ?
temkiii
Постоялец
- Регистрация
- 23 Июл 2007
- Сообщения
- 167
- Реакции
- 8
- Баллы
- 130
мне кажется не в тему, не чего ненашёлСегодня Я добрый и поэтому не буду никого оскорблять .
Короче , идите вы все по этой ссылке и будет вам счастье в виде отхромированной сверху донизу Волжаны :
_http://www.yandex.ru/yandsearch?stype=www&nl=0&text=%F5%F0%EE%EC%E8%F0% EE%E2%E0%ED%E8%E5+%E8%E7%E4%E5%EB%E8%E9+%E8%E7+%EC %E5%F2%E0%EB%EB%E0
Ну так что там с хромом ?
BATok
Завсегдатай
- Регистрация
- 25 Фев 2007
- Сообщения
- 933
- Реакции
- 471
- Баллы
- 225
Я же написал как обмедняют чуток повыше!
VeterRok
Постоялец
- Регистрация
- 10 Сен 2006
- Сообщения
- 37
- Реакции
- 4
- Баллы
- 100
Я покрасил крышку воздушника порошковой краской(хром)
Работаю в НН, в цехе где красят порошковой краской, друг бригадир покрасочной бригады. Но хром очень превередлив - поверхность должна быть ровная и после покраски одним хромом он очень мутный, поэтому на него надо положить слой лака(тоже порошковый)
Т.к. хром мы там "нашли"h34r: и шлефовал я не особо старательно(потомучто очень сложно снять заводскую краску когда рядом работа стоит и начяльство шастает), да и лак потом "найти"h34r: не удалось то качесво получилось как блестящий серый цвет.
А так там через офис принимают разные заказы, кв.м. около 200р
важный нюанс в технологии покраски - деталь нагревается до 200градусов , так что думайте что может сгореть
, так что думайте что может сгореть
Работаю в НН, в цехе где красят порошковой краской, друг бригадир покрасочной бригады. Но хром очень превередлив - поверхность должна быть ровная и после покраски одним хромом он очень мутный, поэтому на него надо положить слой лака(тоже порошковый)
Т.к. хром мы там "нашли"
h34r: и шлефовал я не особо старательно(потомучто очень сложно снять заводскую краску когда рядом работа стоит и начяльство шастает), да и лак потом "найти"h34r: не удалось то качесво получилось как блестящий серый цвет.А так там через офис принимают разные заказы, кв.м. около 200р
важный нюанс в технологии покраски - деталь нагревается до 200градусов
, так что думайте что может сгоретьНе помню где скачал(
Хромирование.
________________________________________
Хромирование, одно из самых нужных покрытий, относится к наиболее трудоемким процессам гальванотехники. Оно требует особой тщательности и соблюдения чистоты, как при приготовлении электролита, так и самих веществ, входящих в его состав. Вода используется дистиллированная или основательно прокипяченная.
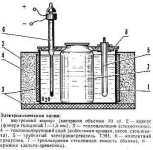
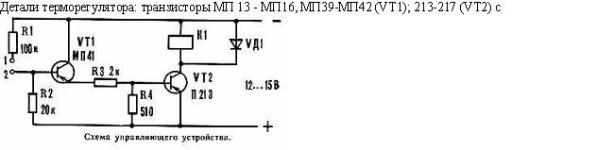
Занятия модельной гальванотехникой начните с изготовления ванны, Прежде всего подберите кастрюлю на 10л и трехлитровую стеклянную банку. Емкости меньшего размера лучше не применять - это может усложнить регулировку параметров процесса. Склеив из 1-1,5мм фанеры корпус, соберите ванну согласно приведенному рисунку и закройте все фанерным кольцом. Работа над ванной заканчивается вытачиванием крышки кастрюли и монтажом на ней ТЭНов и контактного градусника. Теперь - электрооборудование. Для питания ванны можно использовать любой источник постоянного тока с подключенным на выходе электролитическим конденсатором 80000мкф x 25В. Провода питания должны иметь сечение не меньше 2,5мм2. Регулятором силы тока, заменяющим регулятор напряжения, может служить секционный реостат. Он включается последовательно с гальванической ванной и состоит из параллельных, включаемых однополюсными рубильниками секций. Каждая последующая имеет сопротивление вдвое больше предыдущей. Число таких секции 7-8. На передней панели блока литания установите две розетки на 15 А, одну - нормальной полярности, другую - обратной. Это позволит быстро провести анодную обработку детали и перейти на хромирование простым переставлением вилки. Розетки с тремя выходами, чтобы не ошибиться в полярности (подключаются, конечно, только два гнезда). Для поддержания постоянной температуры электролита ванна снабжается контактным градусником. Напрямую управлять работой ТЭНов он не может из-за больших токов, поэтому потребуется собрать несложное устройство, схема которого приведена на рисунках.
Детали терморегулятора: транзисторы МП 13 - МП16, МП39-МП42 (VT1); 213-217 (VT2) с любыми буквенными обозначениями; резисторы МЛТ-0,25, диод- Д226, Д202-Д205; реле-ТКЕ 52 ПОДГ или ОКН паспорт РФ4.530.810.
Наладка терморегулятора: если при закорачивании точек 1-2 репе не срабатывает, соединяют эмиттер и коллектор VT1. Включение реле указывает на неисправность или малый коэффициент усиления VT1. В противном случае неисправен транзистор VT2 или он имеет недостаточный коэффициент усиления. Собрав и наладив устройство ванны, можно приступать к приготовлению электролита.
Для этого необходимо:
1. налить в банку чуть больше половины подготовленной дистиллированной воды, подогретой до 50oC;
2. засыпать хромовый ангидрид и размешать
3. долить воду до расчетного объема
4. влить серную кислоту
5. проработать электролит 3-4 ч из расчете 6-8 А г/л.
Последняя операция нужна для накопления небольшого количества ионов Сг3 (2-4 г./л), присутствие которых благоприятно сказывается на процессе осаждения хрома.
СОСТАВЫ ЭЛЕКТРОЛИТОВ
Хромовый ангидрид-250 г/л или 1 50 г/л
Серная кислота-2,5 г/л или 1,5 г/л
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ ХРОМОВОГО АНГИДРИДА СrО3 В ЗАВИСИМОСТИ ОТ УДЕЛЬНОГО ВЕСА РАСТВОРА
Удельный вес при15оС Содержание CrO3
В молях В г/л
1,07 1,00 100
1,08 1,14 114
1,09 1,29 129
1,10 1,43 143
1,11 1,57 157
1,12 1,71 171
1,13 1,85 185
1,14 2,00 200
1,15 2,15 215
1,16 2,29 225
1,17 2,43 243
1,18 2,57 250
1,19 2,72 272
1,20 2,88 288
1,21 3,01 301
1,22 3,16 316
1,23 3,30 330
1,24 3,45 345
1,25 3,60 360
1,26 3,75 375
1,27 3,90 390
1,28 4,06 406
1,29 4,22 420
1,30 4,38 438
1,31 4,53 453
1,32 4,68 468
Процесс хромирования в сильной степени зависит от температуры электролита и плотности тока. Оба фактора влияют на внешний вид и свойства покрытия, а также на выход хрома по току. Необходимо помнить, что с повышением температуры выход по току снижается; с повышением плотности тока выход по току возрастает; при более низких температурах и постоянной плотности тока получаются серые покрытия, а при повышенных - молочные. Практическим путем найден оптимальный режим хромирования: плотность тока 50-60 А/дм2 при температуре электролита 52о-55о ±1о, Чтобы быть уверенным в работоспособности электролита, в приготовленной ванне можно покрыть несколько деталей, подобных по форме и размерам рабочим образцам, Подобрав режим и узнав выход по току простым замером размеров до и после хромирования, можно приступать к покрытию гильз. По предложенной методике накладывают хром на стальные, бронзовые и латунные детали. Подготовка их заключается в промывке поверхностей, подлежащих хромированию, бензином и затем мылом (с помощью зубной щетки) в горячей воде, зарядке в оправку и размещении в ванне. После погружения в электролит нужно подождать 3-5с и затем включить рабочий ток. Задержка нужна для того, чтобы деталь прогрелась. Одновременно происходит активирование поверхности деталей из латуни и меди, так как эти металлы хорошо травятся в электролите. Однако больше 5с ждать не следует - в составе этих металлов есть цинк, присутствие которого в электролите недопустимо.
ХРОМИРУЕМ АЛЮМИНИЕВЫЕ СПЛАВЫ
На процессах нанесения хрома не алюминиевые сплавы нужно остановиться особо. Выполнение таких покрытий всегда сопряжено с рядом трудностей. Прежде всего это необходимость предварительного нанесения промежуточного слоя. Сплавы алюминия, содержащие большое количество кремния [до 30%, сплавы марок АК12, АЛ25, АЛ26, САС-1), можно хромировать следующим образом:
1. промывка детали в бензине
2. промывка в горячей воде со стиральным порошком или мылом
3. обработка детали в растворе азотной и плавиковой кислот (отношение 5:1) в течение 15-20с
4. промывка в холодной воде
5. установка детали на оправке и хромирование (загрузка в ванну под током!).
Другое дело, если необходимо покрыть хромом сплав АК4-1, Его удается отхромировать только с помощью промежуточного слоя. К таким методам относятся; цинкатная обработка по подслою никеля; через соль никеля; через анодную обработку детали в растворе фосфорной кислоты. Во всех случаях детали подготавливают следующим образом:
- шлифование (и притирка);
- очистка (удаление жировых отложений после шлифовки в бензине или трихлорэтилене, затем в щелочном растворе),
- промывка в проточной холодной и теплой (50-60о) воде,
- травление (для удаления частиц, оставшихся на поверхности после шлифовки и притирки, а также для улучшения подготовки поверхности детали к нанесению хрома).
Для травления используется раствор едкого натра (50 г/л), время обработки 10-30с при температуре раствора 70-8СГ. Для травления сплавов алюминия, содержащих кремний и марганец, лучше использовать такой раствор, в весовых частях; азотная кислота (плотность ! ,4)-3, плавиковая кислота (50%) - 1, Время обработки деталей 30-60 с при температуре раствора 25-28о, После травления, если это гильза цилиндра, ее надо немедленно промыть в проточной воде и на 2-3с опустить в раствор азотной кислоты (50%) с водой с последующей промывкой.
ПРОМЕЖУТОЧНЫЕ ПОКРЫТИЯ
Цинкование Алюминиевые изделия при комнатной температуре опускают на 2 мин в раствор (едкий натр 400 г/л, сернокислый цинк 120 г/л, соль Рошепя 5-10 г/л. Или: едкий натр 500 г/л, окись цинка 120-140 г/л) при постоянном его перемешивании. Покрытие достаточно равномерное и имеет серый (иногда голубой) цвет. Если цинковое покрытие легло неравномерно, деталь опускают в стравливающий 50-процентный раствор азотной кислоты на 1-5 с и после промывки повторяют цинкование. Для магнийсодержащих сплавов алюминия двойное цинкование обязательно. Нанеся второй слой цинка, деталь промывают, заряжают в оправку и под током (без подачи напряжения цинк успевает частично раствориться в электролите, загрязняя его) устанавливают в ванне. Предварительно оправка с деталью погружается в стакан с водой, нагретой до температуры 60оС. Процесс хромирования обычный. Никелирование (химическое) Если цинк не ложится на алюминий (наиболее часто это происходит на сплаве АК4-1), можно попытаться нанести хром через никель. Порядок работы таков:
- притирка поверхности,
- обезжиривание,
- травление 5-10с в растворе азотной и плавиковой кислоты, смешанны!; в соотношении 3:1,
- никелирование,
Последняя операция - в растворе следующего состава: сернокислый никель 30г/л, гипофосфит натрия 10-12г/л, уксуснокислый натрий 10-12г/л, гликоколь 30г/л. Составляется он сначала без гипофосфита, который вводится перед никелированием (с гипофосфитом раствор долго не хранится). Температура раствора при никелировании 96-98оС. Можно использовать раствор и без гликоколя, тогда температура должна быть снижена до 90о. За 30мин на деталь осаждается слой никеля толщиной от 0,1 до 0,05мм. Посуда для работ - только стеклянная или фарфоровая, так как никель осаждается на все металлы восьмой группы периодической таблицы. Хорошо поддаются никелированию латунь, бронза и другие медные сплавы. После осаждения никеля проводится термообработка для улучшения сцепления с основным металлом (200-250о, выдержка 1-1,5ч). Затем деталь монтируется на оправке для хромирования и опускается на 15- 40с в раствор 15% серной кислоты, где обрабатывается обратным током из расчета 0,5-1,5 А/дм2. Происходит активирование никеля, удаляется окисная пленка, и покрытие приобретает серый цвет. Кислота должна применяться только химически чистая (в самом крайнем случае аккумуляторная). Иначе никель приобретает черный цвет, и хром на такую поверхность никогда не ляжет. После этого оправку с деталью загружают в ванну хромирования. Вначале дают ток в два раза больший, затем в течение 10-12мин его уменьшают до рабочего. Дефекты химического никелирования: - никелирование не происходит; деталь не прогрелась, следует подождать некоторое время, - пятна на поверхности (характерно для АК4-1): плохая термообработка детали, нужно ее термо-обработать при 200-250о в течение 1,5-2ч. Удаление никеля с алюминиевых сплавов можно производить в растворе азотной кислоты. Иногда в процессе никелирования происходит саморазряд - выпадение порошкообразного никеля. В этом случае раствор выливают, а посуду обрабатывают раствором азотной кислоты для удаления с ее поверхности никеля, который будет мешать осаждению на детали. Хотелось бы отметить, что никель-фосфор сам по себе обладает весьма интересными свойствами, не присущими хромовым покрытиям. Это равномерность слоя на поверхности деталей (после осаждения доводки не требуется); высокая твердость после термообработки (режим 400о в течение часа дает твердость покрытия HV 850-950 и больше); низкий коэффициент трения по сравнению с хромом; очень незначительное расширение; высокий предел прочности при растяжении. Никель-фосфор без дальнейшего нанесения хрома может использоваться не только как промежуточное покрытие на гильзах, но и как рабочее, снижающее трение и износ, для золотников и поршневых пальцев, После двух лет активной эксплуатации двигателя с деталями подобной отделки на них отсутствовала явная выработка, характерная для стальных каленых поверхностей. Нанесение хрома через соль никеля Весь прочесе сводится к следующему: - травление в растворе едкого натра (50 г/л, +=80о, 20с), - промывка в проточной воде, - нанесение 1-го промежуточного слоя (хлористый никель, 1мин), - стравливание промежуточного слоя в растворе азотной кислоты (раствор кислоты 50%, 1мин), - нанесение 2-го промежуточного слоя (хлористый никель, 1мин), - промывка водой, - травление (азотная кислота 50% 15с), - промывка в проточной воде, - загрузка в ванну хромирования под током, Нанесение хрома через анодную обработку Вместо промежуточных слоев можно выполнять анодную обработку в растворе 300-350г/л фосфорной кислоты при температуре 26-30о, напряжении на зажимах 5-10в и плотности тока 1,3 А/дм2. Ванну следует охлаждать. Для сплавов, содержащих медь и кремний, применяют раствор 150-200г/л фосфорной кислоты, Режим – 35о, время обработки 5-15мин. После анодной обработки следует провести кратковременную катодную обработку в щелочной ванне, которая частично снимает оксидный слой. Как показали исследования, в процессе анодной обработки алюминиевых сплавов в фосфорной кислоте на деталях образуется шероховатая поверхность, которая способствует прочному сцеплению наносимого впоследствии покрытия.
Хромирование.
________________________________________
Хромирование, одно из самых нужных покрытий, относится к наиболее трудоемким процессам гальванотехники. Оно требует особой тщательности и соблюдения чистоты, как при приготовлении электролита, так и самих веществ, входящих в его состав. Вода используется дистиллированная или основательно прокипяченная.
Занятия модельной гальванотехникой начните с изготовления ванны, Прежде всего подберите кастрюлю на 10л и трехлитровую стеклянную банку. Емкости меньшего размера лучше не применять - это может усложнить регулировку параметров процесса. Склеив из 1-1,5мм фанеры корпус, соберите ванну согласно приведенному рисунку и закройте все фанерным кольцом. Работа над ванной заканчивается вытачиванием крышки кастрюли и монтажом на ней ТЭНов и контактного градусника. Теперь - электрооборудование. Для питания ванны можно использовать любой источник постоянного тока с подключенным на выходе электролитическим конденсатором 80000мкф x 25В. Провода питания должны иметь сечение не меньше 2,5мм2. Регулятором силы тока, заменяющим регулятор напряжения, может служить секционный реостат. Он включается последовательно с гальванической ванной и состоит из параллельных, включаемых однополюсными рубильниками секций. Каждая последующая имеет сопротивление вдвое больше предыдущей. Число таких секции 7-8. На передней панели блока литания установите две розетки на 15 А, одну - нормальной полярности, другую - обратной. Это позволит быстро провести анодную обработку детали и перейти на хромирование простым переставлением вилки. Розетки с тремя выходами, чтобы не ошибиться в полярности (подключаются, конечно, только два гнезда). Для поддержания постоянной температуры электролита ванна снабжается контактным градусником. Напрямую управлять работой ТЭНов он не может из-за больших токов, поэтому потребуется собрать несложное устройство, схема которого приведена на рисунках.
Детали терморегулятора: транзисторы МП 13 - МП16, МП39-МП42 (VT1); 213-217 (VT2) с любыми буквенными обозначениями; резисторы МЛТ-0,25, диод- Д226, Д202-Д205; реле-ТКЕ 52 ПОДГ или ОКН паспорт РФ4.530.810.
Наладка терморегулятора: если при закорачивании точек 1-2 репе не срабатывает, соединяют эмиттер и коллектор VT1. Включение реле указывает на неисправность или малый коэффициент усиления VT1. В противном случае неисправен транзистор VT2 или он имеет недостаточный коэффициент усиления. Собрав и наладив устройство ванны, можно приступать к приготовлению электролита.
Для этого необходимо:
1. налить в банку чуть больше половины подготовленной дистиллированной воды, подогретой до 50oC;
2. засыпать хромовый ангидрид и размешать
3. долить воду до расчетного объема
4. влить серную кислоту
5. проработать электролит 3-4 ч из расчете 6-8 А г/л.
Последняя операция нужна для накопления небольшого количества ионов Сг3 (2-4 г./л), присутствие которых благоприятно сказывается на процессе осаждения хрома.
СОСТАВЫ ЭЛЕКТРОЛИТОВ
Хромовый ангидрид-250 г/л или 1 50 г/л
Серная кислота-2,5 г/л или 1,5 г/л
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ ХРОМОВОГО АНГИДРИДА СrО3 В ЗАВИСИМОСТИ ОТ УДЕЛЬНОГО ВЕСА РАСТВОРА
Удельный вес при15оС Содержание CrO3
В молях В г/л
1,07 1,00 100
1,08 1,14 114
1,09 1,29 129
1,10 1,43 143
1,11 1,57 157
1,12 1,71 171
1,13 1,85 185
1,14 2,00 200
1,15 2,15 215
1,16 2,29 225
1,17 2,43 243
1,18 2,57 250
1,19 2,72 272
1,20 2,88 288
1,21 3,01 301
1,22 3,16 316
1,23 3,30 330
1,24 3,45 345
1,25 3,60 360
1,26 3,75 375
1,27 3,90 390
1,28 4,06 406
1,29 4,22 420
1,30 4,38 438
1,31 4,53 453
1,32 4,68 468
Процесс хромирования в сильной степени зависит от температуры электролита и плотности тока. Оба фактора влияют на внешний вид и свойства покрытия, а также на выход хрома по току. Необходимо помнить, что с повышением температуры выход по току снижается; с повышением плотности тока выход по току возрастает; при более низких температурах и постоянной плотности тока получаются серые покрытия, а при повышенных - молочные. Практическим путем найден оптимальный режим хромирования: плотность тока 50-60 А/дм2 при температуре электролита 52о-55о ±1о, Чтобы быть уверенным в работоспособности электролита, в приготовленной ванне можно покрыть несколько деталей, подобных по форме и размерам рабочим образцам, Подобрав режим и узнав выход по току простым замером размеров до и после хромирования, можно приступать к покрытию гильз. По предложенной методике накладывают хром на стальные, бронзовые и латунные детали. Подготовка их заключается в промывке поверхностей, подлежащих хромированию, бензином и затем мылом (с помощью зубной щетки) в горячей воде, зарядке в оправку и размещении в ванне. После погружения в электролит нужно подождать 3-5с и затем включить рабочий ток. Задержка нужна для того, чтобы деталь прогрелась. Одновременно происходит активирование поверхности деталей из латуни и меди, так как эти металлы хорошо травятся в электролите. Однако больше 5с ждать не следует - в составе этих металлов есть цинк, присутствие которого в электролите недопустимо.
ХРОМИРУЕМ АЛЮМИНИЕВЫЕ СПЛАВЫ
На процессах нанесения хрома не алюминиевые сплавы нужно остановиться особо. Выполнение таких покрытий всегда сопряжено с рядом трудностей. Прежде всего это необходимость предварительного нанесения промежуточного слоя. Сплавы алюминия, содержащие большое количество кремния [до 30%, сплавы марок АК12, АЛ25, АЛ26, САС-1), можно хромировать следующим образом:
1. промывка детали в бензине
2. промывка в горячей воде со стиральным порошком или мылом
3. обработка детали в растворе азотной и плавиковой кислот (отношение 5:1) в течение 15-20с
4. промывка в холодной воде
5. установка детали на оправке и хромирование (загрузка в ванну под током!).
Другое дело, если необходимо покрыть хромом сплав АК4-1, Его удается отхромировать только с помощью промежуточного слоя. К таким методам относятся; цинкатная обработка по подслою никеля; через соль никеля; через анодную обработку детали в растворе фосфорной кислоты. Во всех случаях детали подготавливают следующим образом:
- шлифование (и притирка);
- очистка (удаление жировых отложений после шлифовки в бензине или трихлорэтилене, затем в щелочном растворе),
- промывка в проточной холодной и теплой (50-60о) воде,
- травление (для удаления частиц, оставшихся на поверхности после шлифовки и притирки, а также для улучшения подготовки поверхности детали к нанесению хрома).
Для травления используется раствор едкого натра (50 г/л), время обработки 10-30с при температуре раствора 70-8СГ. Для травления сплавов алюминия, содержащих кремний и марганец, лучше использовать такой раствор, в весовых частях; азотная кислота (плотность ! ,4)-3, плавиковая кислота (50%) - 1, Время обработки деталей 30-60 с при температуре раствора 25-28о, После травления, если это гильза цилиндра, ее надо немедленно промыть в проточной воде и на 2-3с опустить в раствор азотной кислоты (50%) с водой с последующей промывкой.
ПРОМЕЖУТОЧНЫЕ ПОКРЫТИЯ
Цинкование Алюминиевые изделия при комнатной температуре опускают на 2 мин в раствор (едкий натр 400 г/л, сернокислый цинк 120 г/л, соль Рошепя 5-10 г/л. Или: едкий натр 500 г/л, окись цинка 120-140 г/л) при постоянном его перемешивании. Покрытие достаточно равномерное и имеет серый (иногда голубой) цвет. Если цинковое покрытие легло неравномерно, деталь опускают в стравливающий 50-процентный раствор азотной кислоты на 1-5 с и после промывки повторяют цинкование. Для магнийсодержащих сплавов алюминия двойное цинкование обязательно. Нанеся второй слой цинка, деталь промывают, заряжают в оправку и под током (без подачи напряжения цинк успевает частично раствориться в электролите, загрязняя его) устанавливают в ванне. Предварительно оправка с деталью погружается в стакан с водой, нагретой до температуры 60оС. Процесс хромирования обычный. Никелирование (химическое) Если цинк не ложится на алюминий (наиболее часто это происходит на сплаве АК4-1), можно попытаться нанести хром через никель. Порядок работы таков:
- притирка поверхности,
- обезжиривание,
- травление 5-10с в растворе азотной и плавиковой кислоты, смешанны!; в соотношении 3:1,
- никелирование,
Последняя операция - в растворе следующего состава: сернокислый никель 30г/л, гипофосфит натрия 10-12г/л, уксуснокислый натрий 10-12г/л, гликоколь 30г/л. Составляется он сначала без гипофосфита, который вводится перед никелированием (с гипофосфитом раствор долго не хранится). Температура раствора при никелировании 96-98оС. Можно использовать раствор и без гликоколя, тогда температура должна быть снижена до 90о. За 30мин на деталь осаждается слой никеля толщиной от 0,1 до 0,05мм. Посуда для работ - только стеклянная или фарфоровая, так как никель осаждается на все металлы восьмой группы периодической таблицы. Хорошо поддаются никелированию латунь, бронза и другие медные сплавы. После осаждения никеля проводится термообработка для улучшения сцепления с основным металлом (200-250о, выдержка 1-1,5ч). Затем деталь монтируется на оправке для хромирования и опускается на 15- 40с в раствор 15% серной кислоты, где обрабатывается обратным током из расчета 0,5-1,5 А/дм2. Происходит активирование никеля, удаляется окисная пленка, и покрытие приобретает серый цвет. Кислота должна применяться только химически чистая (в самом крайнем случае аккумуляторная). Иначе никель приобретает черный цвет, и хром на такую поверхность никогда не ляжет. После этого оправку с деталью загружают в ванну хромирования. Вначале дают ток в два раза больший, затем в течение 10-12мин его уменьшают до рабочего. Дефекты химического никелирования: - никелирование не происходит; деталь не прогрелась, следует подождать некоторое время, - пятна на поверхности (характерно для АК4-1): плохая термообработка детали, нужно ее термо-обработать при 200-250о в течение 1,5-2ч. Удаление никеля с алюминиевых сплавов можно производить в растворе азотной кислоты. Иногда в процессе никелирования происходит саморазряд - выпадение порошкообразного никеля. В этом случае раствор выливают, а посуду обрабатывают раствором азотной кислоты для удаления с ее поверхности никеля, который будет мешать осаждению на детали. Хотелось бы отметить, что никель-фосфор сам по себе обладает весьма интересными свойствами, не присущими хромовым покрытиям. Это равномерность слоя на поверхности деталей (после осаждения доводки не требуется); высокая твердость после термообработки (режим 400о в течение часа дает твердость покрытия HV 850-950 и больше); низкий коэффициент трения по сравнению с хромом; очень незначительное расширение; высокий предел прочности при растяжении. Никель-фосфор без дальнейшего нанесения хрома может использоваться не только как промежуточное покрытие на гильзах, но и как рабочее, снижающее трение и износ, для золотников и поршневых пальцев, После двух лет активной эксплуатации двигателя с деталями подобной отделки на них отсутствовала явная выработка, характерная для стальных каленых поверхностей. Нанесение хрома через соль никеля Весь прочесе сводится к следующему: - травление в растворе едкого натра (50 г/л, +=80о, 20с), - промывка в проточной воде, - нанесение 1-го промежуточного слоя (хлористый никель, 1мин), - стравливание промежуточного слоя в растворе азотной кислоты (раствор кислоты 50%, 1мин), - нанесение 2-го промежуточного слоя (хлористый никель, 1мин), - промывка водой, - травление (азотная кислота 50% 15с), - промывка в проточной воде, - загрузка в ванну хромирования под током, Нанесение хрома через анодную обработку Вместо промежуточных слоев можно выполнять анодную обработку в растворе 300-350г/л фосфорной кислоты при температуре 26-30о, напряжении на зажимах 5-10в и плотности тока 1,3 А/дм2. Ванну следует охлаждать. Для сплавов, содержащих медь и кремний, применяют раствор 150-200г/л фосфорной кислоты, Режим – 35о, время обработки 5-15мин. После анодной обработки следует провести кратковременную катодную обработку в щелочной ванне, которая частично снимает оксидный слой. Как показали исследования, в процессе анодной обработки алюминиевых сплавов в фосфорной кислоте на деталях образуется шероховатая поверхность, которая способствует прочному сцеплению наносимого впоследствии покрытия.
Вложения
Есть у меня возможность покрасить хромом (порошком), прошу прощения но выглядит отсстойно! Порошковое покрытие классное, все цвета, все краски кроме хрома, серебрянка какая то.Я покрасил крышку воздушника порошковой краской(хром)
Работаю в НН, в цехе где красят порошковой краской, друг бригадир покрасочной бригады. Но хром очень превередлив - поверхность должна быть ровная и после покраски одним хромом он очень мутный, поэтому на него надо положить слой лака(тоже порошковый)
Т.к. хром мы там "нашли"
А так там через офис принимают разные заказы, кв.м. около 200р
важный нюанс в технологии покраски - деталь нагревается до 200градусов
Хромированная крышка у машины, владелец которой на форуме под ником Zeppelin. Берите пример с него.
Communicator
Житель
- Регистрация
- 27 Июл 2007
- Сообщения
- 2,172
- Реакции
- 1,266
- Баллы
- 420
BATok . Этот процесс иначе называется анодированием. И абсолютно не пригоден в качестве покрытия для клапанной крышки, корпуса фильтра и т.п. Все это подходит для салонных декоративных покрытий. Так называемый жесткий анод или функциональный анод в непромышнных условиях получить тяжело.
Определитесь с задачей. Какое покрытие вам нужно? Декоративное или функциональное. Наверное все таки функциональное. Dr.Dred достаточно грамотно скопировал информацию. Однако придется помучаться. Вся соль в температуре. Погрешность в 1-2 градуса по Цельсию повлияет на оттенок покрытия. Если нужно чтоб был просто мутный металлик, то хромируйте. Если нужно зеркало, то только никель. Никель в отличие от хрома наносится также и термо химическим способом. Хром наносится только на зону охвата катода. А никель должен обволакивать всю деталь (очень колкий). Хром после покрытия всегда матовый и что довести его до блеска надо полировать его до потери пульса. Никель наоборот дает зеркальную поверхность.
Надеюсь не слижком замудрено? Короче. Крупные детали (бампера, решетки, диски) порывайте хромом/никелем на заводах. А безделущки типа дверных ручек и эксклюзивных логотипов можно покрыть техническим глянцем и в гараже.............:fie:
Определитесь с задачей. Какое покрытие вам нужно? Декоративное или функциональное. Наверное все таки функциональное. Dr.Dred достаточно грамотно скопировал информацию. Однако придется помучаться. Вся соль в температуре. Погрешность в 1-2 градуса по Цельсию повлияет на оттенок покрытия. Если нужно чтоб был просто мутный металлик, то хромируйте. Если нужно зеркало, то только никель. Никель в отличие от хрома наносится также и термо химическим способом. Хром наносится только на зону охвата катода. А никель должен обволакивать всю деталь (очень колкий). Хром после покрытия всегда матовый и что довести его до блеска надо полировать его до потери пульса. Никель наоборот дает зеркальную поверхность.
Надеюсь не слижком замудрено? Короче. Крупные детали (бампера, решетки, диски) порывайте хромом/никелем на заводах. А безделущки типа дверных ручек и эксклюзивных логотипов можно покрыть техническим глянцем и в гараже.............:fie:
BATok
Завсегдатай
- Регистрация
- 25 Фев 2007
- Сообщения
- 933
- Реакции
- 471
- Баллы
- 225
А ты однако рубишь тему
Communicator
Житель
- Регистрация
- 27 Июл 2007
- Сообщения
- 2,172
- Реакции
- 1,266
- Баллы
- 420
Спасибо.... Есть вопросы? По мере возможности буду отвечать.........
Товарищи, а кто-нибудь лично пробовал в реале собрать ванну для гальваники?
Вопрос весьма актуален ИМХО...
Вопрос весьма актуален ИМХО...