Крышки постелей распредвалов и коленчатых валов просто так запросто не заменяются. Они (крышки постелей распредвалов) продаются в виде заготовок и случай купил-поставил является совпадением 1:10000. Крышки всегда на заводе обрабатываются в сборе с головкой и являются неотделимыми частями головки, т.е. они всегда должны стоять только на своем месте и развернуты всегда в одну сторону. Иными словами их положение на ГБ должно быть однозначным и неизменным. В идеале, для замены крышки необходимо снимать головку блока, разбирать её до нуля, все крышки сфрезеровывать по плоскости разъема на 1-3 десятых долей миллиметра и заново растачивать постели под размер вала. Однако, при нормальных руках все можно сделать на месте, не снимая головку. Нужен трехгранный шабер и пластиковая проволока PLASTIGAGE или свинец для измерения зазоров вал/постель.
Порядок работы следующий: снимаются распредвалы (оба), удаляются гидрокомпенсаторы того вала, который будет делаться, вся поверхность головки кроме постелей того вала, где повреждена крышка закрывается пленкой СТРЕЙДЖ или тканью. Покупаются ватные палочки для чистки ушей или чего еще. Палочки режутся пополам по длине, обильно смазываются литолом и закладываются в масляные каналы постелей распредвала ватой вниз
(кончик палочки должен быть утоплен в канал, чтобы не мешать работе). Потом, когда надо будет, палочки вместе с прилипшей стружкой легко удаляются пинцетом и заменяются свежими. Теперь берем распредвал протираем начисто все шейки, протираем постели в головке и кладем вал в постели. крышки лежат на столе. Пытаемся покачать распредвал в постелях нажимая на его концы. Это важная процедура, поскольку постели выпускных валов 406 мотора часто выпирает наверх и довольно сильно
(т.е. линия вала в головке получается выгнутой, что совсем не хорошо). Если вал качается
(а проверять нужно очень внимательно) ,то прежде всего надо вышабрить ту постель, которая возвышается и на которой качается вал. Как определяют место с которого надо снимать металл для занижения? Кладем сухой вал в сухие постели и прижимаем вал за концы руками и одновременно поворачиваем его на градусов 30-40 в обоих направлениях несколько раз. Вал оставит на высокой постели темные потертости. Эти потертости снимаем шабером. Снова кладем вал прижимаем и проворачиваем. Снова снимаем шабером потертости. Шабер снимает за один раз очень тонкую стружку, и размер по площади у этой стружки не велик, так что опасаться запороть постель не надо. В случае неудачи на постели останется небольшая лунка, которая качества постели не ухудшит и будет являться аккумулятором масла. Вообще всегда шабренная поверхность представляет собой перекрещивающихся сетку из микролунок и непосвященному взгляду кажется страшноватой. а на самом деле она исключительно долговечна. Естественно, как только будет занижена эта постель, окажется, что вал шатается уже на соседней. Так понемногу опуская три постели вал кладут ровно, без качания.
После того как стало понятно, что вал в постелях головки лежит правильно, начинаем работать с крышкой. Ставим новую крышку на вал (остальные сняты) и легко затягиваем болты пока вал не будет с трудом проворачиваться гаечным ключом за квадрат. Крутить много не надо, хватает двух-трех покачиваний на 30-40 градусов. Снимаем крышку и срезаем на ней шабером потертые места, так же как это было с постелями. Несколько повторов и вал начнет легко проворачиваться в постелях. Однако это не все. Теперь надо добиться правильного зазора вал/постель. Он должен быть 3-5 сотых долей миллиметра. Самым удобным для изменения зазора следует считать пластмассовую проволоку фирмы
PLASTIGAGE, он она мало кому доступна. Поэтому старый дедовский метод - свинцовые выжимки. Берем кусок свинца острым ножом срезаем тонкую (толщиной не более 0,2 мм.) стружку в виде ломтика. Этот ломтик режем на кусочки размером примерно 2х2 мм или поменьше. Вал лежит в постели, шейку вала слегка смазываем литолом, на вал сверху кладем кусочек свинца. Для первого измерения надо брать самый маленький и тонкий кусочек. Вообще, чем меньше и тоньше кусочек свинца, тем точнее измерение. Крышку вала слегка смазываем литолом и сажаем крышку на место. Болты закручиваем поочередно понемногу и затягиваем по динамометру. Ждем минуточку и разбираем. Кусочек свинца превратился в лепешку. Аккуратно лезвием бритвы снимаем лепешку и укладываем её на ножку микрометра. Измеряем толщину. Повторяем шабрение до тех пор пока не получим нужный зазор.
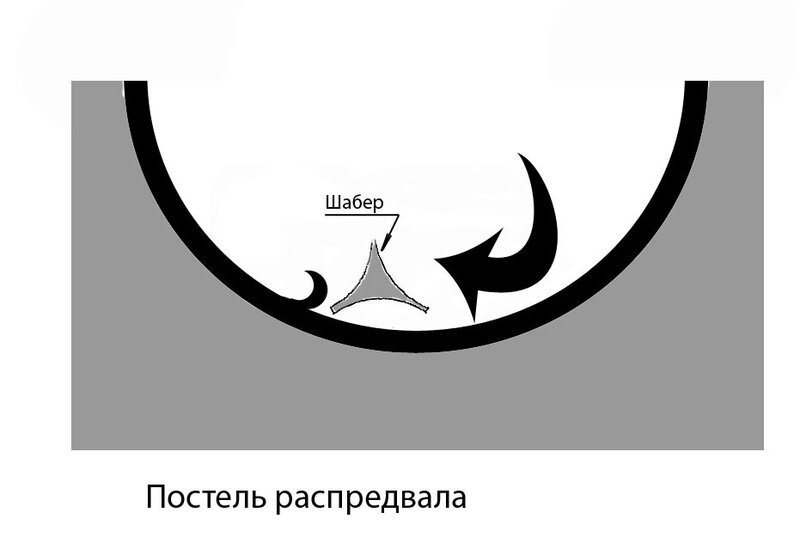
Шабер - изготавливается из трехгранного напильника. Напильник затачивается на точильном круге как показано на рисунке
 http://fotki.yandex.ru/users/mezernitsky/view/327839/
http://fotki.yandex.ru/users/mezernitsky/view/327839/
В результате такой обработки плоскости напильника станут вогнутыми, что позволит очень тонко его затачивать на шлифовальном бруске
вручную.
 http://fotki.yandex.ru/users/mezernitsky/view/327925/
http://fotki.yandex.ru/users/mezernitsky/view/327925/
В процессе затачивания на точиле напильнику придают форму трехгранного кинжала с плавно без углов сходящимися гранями
 http://fotki.yandex.ru/users/mezernitsky/view/327842/
http://fotki.yandex.ru/users/mezernitsky/view/327842/
В процессе изготовления шабера его необходимо часто охлаждать в воде, чтобы сталь шабера не отпустилась. Заточенный шабер должен быть
очень острым. Шабер держат в руке наподобие ножа при чистке картофеля. Шабер располагается на обрабатываемой поверхности как показано на рисунке
 http://fotki.yandex.ru/users/mezernitsky/view/327969/
http://fotki.yandex.ru/users/mezernitsky/view/327969/
Стружка снимается диагональными движениями крест на крест. Дважды с одного и того же места до следующей примерки не срезают.
В целом, работа более кропотливая. чем сложная. С непривычки на одну постель можно потратить день-полтора. А с опытом все постели делаются за пару часов.

") .
. - полностью согласен!! просто из гаража тащить машину в сервис не хотелось, снегу по пояс. Да и не всю жизнь на этой машине ездить на мои пол года год хватит
- полностью согласен!! просто из гаража тащить машину в сервис не хотелось, снегу по пояс. Да и не всю жизнь на этой машине ездить на мои пол года год хватит